Contactez-nous
- Des produits
- Service après vente
- Solution
- À propos de nous
- Nouvelles
- Contactez-nous
Nombre Parcourir:69 auteur:TransducerTechniques. publier Temps: 2017-09-14 origine:transducertechniques.










Conception
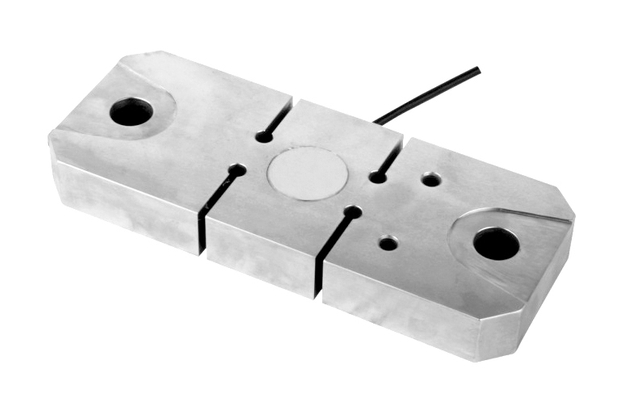
Selon l'application, le type (faisceau de flexion, colonne, faisceau de cisaillement, etc.) est décidé. La plage de charge et la sortie sont des facteurs importants à considérer tout en décidant du matériau à utiliser. Tandis que l'aluminium est utilisé pour les plages de chargement inférieures, l'acier est préféré pour des charges plus élevées. Pour les applications à l'échelle de pesée, les cellules de charge de flexion du faisceau sont utilisées. Tensile charge des cellules sont utilisés dans les machines d'emballage automatiques pour mesurer les forces de traction. Des cellules de charge de poutre à colonne à haute capacité ou à cisaillement sont utilisées pour les ponts de pesée / échelles de camion.
Un logiciel de conception de cellules de charge réduit dans une large mesure le travail. La plupart des logiciels fournissent des dimensions pour la partie la plus critique de la cellule de charge. Pour les cellules de charge du faisceau de cisaillement, l'épaisseur du réseau est la plus critique. Pour les cellules de charge des colonnes, la largeur et la largeur des colonnes sont importantes. Et pour les cellules de charge de faisceau binoculaire, l'épaisseur de la partie la plus mince du profil et la distance entre les trous est importante.
L'approvisionnement en matériel
L'achat de matériaux implique l'achat de métal (acier ou en aluminium), des jauges de contrainte (classe de transducteur), un adhésif de liaison, des terminaux, des PCB, des câbles, des soufflets, des attaches et des plaques de noms.
Les jauges de contrainte sont sélectionnées en fonction de l'application; linéaire ou cisaillement. Les jauges de contrainte sont disponibles dans différentes tailles telles que 3 mm, 6 mm, etc. Les jauges de contrainte peuvent être obtenues auprès de l'un des fabricants réputés comme HBM, des micro-mesures (mm), Shinkoh, BLH, etc. Adhésif de liaison et accessoires correspondants tels que les terminaux , les fils de câblage interne, les glandes de câble, etc. sont également achetés. Un câble multi-fond enduit de téflon (4 noyau ou 6 noyau) avec code couleur droit (rouge, noir, blanc, vert, jaune et bleu) est acheté auprès du fournisseur droit. Le câble doit être testé pour la continuité et la qualité des brins à l'intérieur des noyaux, les brins doivent être enduits d'argent et flexibles.
L'alliage avec une section transversale droite (circulaire ou carré ou rectangulaire) est sélectionné de sorte que le gaspillage de matériau est à lui. La plupart des fabricants préfèrent utiliser des sections circulaires d'EN24 pour les cellules de charge en acier. La prochaine étape consiste à tester la composition chimique du métal et les fissures internes (tests ultra sonores) d'un fournisseur de services de test réputé. Les alliages ne confirmant pas les normes de l'industrie sont rejetés. Le matériau avec des fissures internes ne peut pas être utilisé pour la fabrication de cellules de charge.
Usinage et traitement thermique
L'usinage des matières premières à la forme requise est effectuée avec beaucoup de soins. Les machines couramment utilisées façonnent la machine, le broyage, le tour, la machine à forage de colonne et la machine de broyage de surface. Les machines doivent être dans de bonnes conditions de travail et capables de produire des dimensions précises. Le liquide de refroidissement droit est utilisé à toutes les étapes pour éviter un chauffage excessif pendant le processus. Les dimensions sont vérifiées à chaque étape à l'aide d'instruments de mesure de précision tels que la jauge de hauteur, le vernier numérique, la jauge de profondeur, le micromètre, etc. à la précision de 1 micron. Le matériau en cours (acier) est huilé pour éviter l'oxydation. Le broyage de surface est la dernière étape de l'usinage, c'est fait après le processus de durcissement.
Seuls les éléments en acier subissent le processus de durcissement dans une usine de traitement thermique. Les éléments sont chauffés lentement à une température élevée et refroidis rapidement dans un bain d'huile suivi d'un refroidissement supplémentaire dans un bain-marie. Le harnais est testé dans un testeur de dureté Rockwell. La valeur de dureté doit être entre HRC 40 à 45. Si la valeur est inférieure à 45, les éléments doivent être durcis à nouveau ou si la valeur est supérieure à 45, les éléments seront adoucis. Certains lots d'acier ne durcissent pas à la valeur requise, les éléments doivent être rejetés dans de tels cas.
Le broyage de surface atteint deux objectifs; Dimensions précises et finition de surface lisse. Le matériau retiré dans le processus est généralement peu de microns. Les éléments subissent une dernière manche de déburricule et prêt pour la prochaine étape.
Électroplaste
La placage en zinc était couramment utilisée au cours des années précédentes. Cependant, au cours des 2 dernières décennies, le nickel électronique est le revêtement protecteur préféré car il offre une bonne protection et rend également les éléments esthétiquement bons. Les éléments subissent un processus appelé polissage pour améliorer la finition de surface. Ensuite, il est nettoyé et rincé en produits chimiques pour éliminer la graisse et d'autres matières. Les éléments sont maintenus dans un bain chimique pendant une période spécifiée pendant laquelle le nickel adhère aux éléments. La dernière étape est le polissage, ce qui est fait pour améliorer l'esthétique.
Pain de contrainte de liaison et câblage interne
Il s'agit d'une étape cruciale de la fabrication de cellules de charge. Sur l'élément, la surface où la jauge de contrainte doit être fixée est préparée en la polissant avec de l'eau émery dans un mouvement circulaire. À l'aide d'une jauge de hauteur et d'une plaque de surface, les réticulations sont dessinées pour marquer la position précise de la jauge de déformation sur les côtés opposés de l'élément. La surface de la jauge de contrainte est nettoyée à l'aide d'agents chimiques comme le trichloréthylène (TCE) et l'acétone. Des produits chimiques alternatifs sont utilisés à la place du TCE depuis son interdiction dans de nombreux pays.
Une fois que l'élément est exempt de graisse et d'autres impuretés, l'adhésif est appliqué aux réticulations (correspondant à la zone approximative occupée par la jauge de contrainte). L'adhésif est également appliqué au côté inférieur des jauges de contrainte et des bornes de soudure et autorisé à se contenter de quelques minutes. Il est important d'appliquer juste le bon montant.
Au microscope, la jauge de déformation est positionnée en alignant les marques avec les réticulations puis collées pour la maintenir en position. Le ruban adhésif utilisé est de qualité spéciale capable de résister à des températures entre 250 degrés centigrades pendant environ 2 heures. Avec des jauges de contrainte par endroits, des coussinets de pression et des pinces sont fixes. Ceci est fait pour arrêter le mouvement et maintenir également une épaisseur uniforme de l'adhésif entre la jauge et l'élément de déformation. Avec des pinces en position, les éléments sont placés dans un four électrique (avec un souffleur d'air) et chauffés à environ 180 degrés pendant environ une heure. Le processus est généralement appelé durcissement. La température et la durée du traitement thermique dépendent de l'adhésif utilisé. Les éléments nécessitent environ 12 heures pour se refroidir à température ambiante et doivent se produire naturellement. Après durcissement, les pinces et les bandes adhésives sont supprimées. Les éléments subissent une autre série de traitements de chaleur appelés post-Curaring. Cela fait pour déstresser les jauges Startin et l'adhésif.
L'étape suivante consiste à souder les bornes de jauge de souche pour souder les onglets et réparer les fils pour créer un circuit afin que les jauges de contrainte soient en configuration de pont de Wheatstone. Les stations de soudage haut de gamme (contrôlées en température) avec des pointes de soudure spéciales sont utilisées pour ce travail. Le câblage interne se termine à un petit PCB auquel le câble multi-core est rejoint. À ce stade, nous avons une cellule de chargement de travail. Un test de base est effectué; 10V DC (ou 12V CC) est appliqué est mesuré à l'aide d'un multimètre avec le moins de comptage de 0,1 V et sans charge ou zéro, la sortie est notée. La charge est appliquée dans la bonne direction pour vérifier si la sortie est positive. Idéalement, sans charge est ajusté à -0,25 mV.
Compensation de température
Les cellules de chargement sont nécessaires pour se comporter de manière cohérente par une plage de température spécifiée ~ 0 à 60 degrés centigrades. Pour y parvenir, les cellules de charge sont étudiées à 0 ° C et 60 ° C pendant 6 à 12 heures. Sur la base des différences de sortie, une longueur de fil fait d'un alliage spécial est introduite dans le circuit pour contrer l'effet de la température. Un deuxième cycle de test de température est exécuté pour garantir que le comportement des cellules de charge est constant à travers la plage, c'est-à-dire entre 0 ° C et 60 ° C. Avec les développements récents de la technologie de la jauge de contrainte, les jauges de contrainte auto-compensantes ont éliminé une étape de fabrication de cellules de charge. Cependant, les entreprises sérieuses à propos de la qualité vérifient le comportement des cellules de charge à différentes températures.
Test de charge et étalonnage
À ce stade, les cellules de charge subissent une multitude de tests - sortie à grande échelle, répétabilité, linéarité, fluage, hystérésis et bien d'autres. La sortie de la cellule de charge est réglée sur 20 mV (ou 10 mV, 30 mV en fonction de la spécification) à la charge nominale. Les cellules de charge subissent également des tests de surcharge pour s'assurer qu'ils résistent à 150% de la charge nominale.
Test de répétabilité: la cellule de charge subit également une échelle (et une charge partielle) le nombre de fois et la sortie notée à chaque instance de chargement. La sortie doit être dans le niveau de précision revendiqué.
Test de linéarité: la cellule de charge subit une charge incrémentale et décrémentale et une sortie notée à chaque instance. Le graphique de charge par rapport à la sortie doit être une ligne droite.
Test de fluage: la cellule de chargement est chargée à pleine échelle pendant une période prolongée, par exemple une heure, et la sortie de sortie est observée. Idéalement, la sortie ne devrait ni augmenter ni diminuer.
Scellage hermétique
Il s'agit de l'étape finale où la cellule de charge est rendue à l'épreuve de la poussière, à l'épreuve de l'humidité et à l'épreuve de l'eau. Certaines cellules de chargement bas de gamme ne sont pas hermétiquement scellées pour des raisons de coût. Des cellules de charge plus grandes (capacités plus élevées) sont recouvertes de peinture expoxy pour fournir une protection supplémentaire. La cellule de charge est à nouveau testée pour s'assurer que la couverture extérieure ou le ci-dessous n'a pas affecté le comportement de charge.
Chaque cellule de charge est fournie avec une feuille de données qui a le numéro de série de la cellule de charge, la date de fabrication, le code de couleur de câble, les dimensions externes et les paramètres électriques comme la tension d'excitation, l'entrée et l'impédance de sortie, la sortie sans charge, la capacité nominale, la sortie à pleine échelle , sensibilité, etc.